

|
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ |
|
|
Тип двигателя |
двухтактный, карбюраторный с
возвратно-петлевой продувкой, водяным охлаждением
|
|
Число цилиндров |
3
|
|
Диаметр цилиндра, мм |
72
|
|
Ход поршня, мм |
60
|
|
Рабочий объем, см3 |
733
|
|
Степень сжатия (геометрическая) |
8.5
|
|
Максимальная мощность: |
|
|
Частота вращения коленвала при макс. мощн., об/мин |
5000+200
|
|
Расход топлива при макс. мощн., кг/ч |
13
|
|
Масса сухая, кг |
62+3
|
|
Винт гребной: |
235 282 3 |
|
Емкость топливного бака, л |
22+2
|
|
Реверс-редуктор |
одноступенчатый конический,
зубчатые колеса с круговым зубом
|
|
передаточное отношение |
14:20
|
|
модуль |
3.5
|
|
Зажигание |
электронное бесконтактное маховичное
магнето с высоковольтными трансформаторами
|
|
Свечи зажигания |
СИ-12РТ (резьба СПМ14?1.25)
|
|
Система охлаждения |
принудительная, насосом, незамкнутая,
забортной водой
|
|
Применяемое топливо |
бензины А-72, А-76 ГОСТ 2084-77
|
|
Применяемые масла: |
|
|
двигателя |
АСЗп-10 ТУ 38101267-72 или АС-10
ГОСТ 2084-63
|
|
реверс-редуктора |
трансмиссионное масло ТУ 38101529-75,
масло ТСп-14 МРТУ 38-1Г-3-68.
|
Наш постоянный автор Ростислав Владимирович Страшкевич много лет занимается моторами ''Вихрь'' - от разработки и изготовления его самого первого образца (это было 15.12.64 г.) до настоящего времени, когда счет выпущенным ПМ с этой маркой перевалил за миллион. Он провел через серийное и опытное производство более восьми моделей, в том числе и уникальную ''всеклиматическую'' модель для спасательных судов с обеспечением ее работоспособности при температуре воздуха от +30° до -30°.
В своем недавнем письме в редакцию Р. Страшкевич обращает внимание на то, что стоило в два-три прошедших года резко сократить производство ''Вихря-30'', как мгновенно его место в нашем мощностном ряду стали замещать импортные двигатели с близкими характеристиками. Например тот же мотор ''Сельва'' из Италии с такой же паспортной мощностью, одинаковым рабочим объемом (489 см3 против 499 см3), одинаковым диаметром цилиндров (72.0 мм) и ходом поршня. Правда, с большим на 5-7 кг общим весом, что не смутило изготовителей.
''Это явно говорит, - считает Р. Страшкевич, - об использовании корпусных деталей от другой, более мощной модели: фирме явно помогла унификация, действительно необходимая и для производства (уменьшение номенклатуры оснастки), и для владельцев (упрощение обеспечения запчастями). Такой подход позволяет и нам поднять очень интересный и важный вопрос о привлечении предприятий малого и среднего бизнеса к производству лодочных моторов. Те же ''Ветерок'' и ''Вихрь'' изготовляются десятки лет. Теперь, конечно, прежние количества в 50-60 тысяч моторов ежегодно не нужны, но меньшие серии можно было бы делать на местах даже без дорогостоящей оснастки - универсальным способом, загрузив квалифицированных станочников, используя унифицированные узлы и детали. Взяв за основу хорошо доведенную модель, можно было бы расширить мощностной ряд отечественных моторов, который остановился на ''Вихре-30'' +2.0 л.с.''
В качестве примера автор рассматривает возможность изготовления испытанного разработчиками мотора ''Вихрь-45'' на базе ''Вихря-30'' или переделке ''Вихря-30'' с установкой на него двигателя в 45 л.с.
В самом конце 70-х годов существовавшим тогда Куйбышевским СКБ были
разработаны, изготовлены на заводе и испытаны образцы новых, более мощных,
чем ''Вихрь-30'', поступающий в продажу с 1977 г., моторов мощностью
40 и 60 л.с. Эти моторы должны были начать новый класс ПМ и разрабатывались
без расчета на взаимозаменяемость деталей с изготавливающимися моторами
''Вихрь''. А вот разработанная в 1981-82 гг. модель ''Вихрь-45'' была
создана с учетом возможно большей унификации деталей и узлов с серийным
''Вихрем-30''.
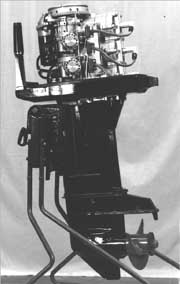
| Основные детали 45-сильного двигателя на базе унифицированных узлов и деталей ''Вихря-30''. |
 |
Пользуясь возможностью, сообщаю всем интересующимся (и потерявшим, в связи с перестройками, контакты с заводом), что, если мотор успешно работает, не нужно производить никаких переборок всего мотора или его узлов просто из любопытства - ''что там внутри?'' Конечно, регламентные работы и проверку затяжки крепежа (особенно, латунных винтов на маховике и гайки крепления его к коленвалу) выполнять следует обязательно.
Попутно хочу ответить на некоторые полученные вопросы.
1. Группа любителей из Днепропетровска спрашивает: ''Можно ли эксплуатировать самостоятельно переделанный в трехцилиндровый двигатель ''Вихря-30'' на серийной подводной части ''В-30''?
Можно, запас прочности редуктора, его шестерен и подшипников ''В-30'' допускает такую эксплуатацию, но с сокращением ресурса (уменьшением долговечности) до 100-150 часов. При этом подшипник редуктора 8106 должен быть изготовлен 1ГПЗ (г. Москва). Запуск двигателя нужно сохранить от штатного электростартера или от аварийного шнура. Ручной стартер окажется ненадежным.
Один образец такого мотора до 2000 г. эксплуатировался в Самаре.
2. Вопрос кооператора С.А. Королева из г. Перми: ''Имея необходимое механическое производство, можно ли осуществить переделку двигателя ''В-30'' в ''В-45''?''
Конечно, трудно дать такую рекомендацию, не зная даже типа имеющегося оборудования. Поэтому я лучше сообщу, какие конкретно нужны переделки деталей и узлов, а возможность выполнения этих работ у себя каждый может определить сам.
Несколько слов об изготовлении двигателя ''В-45'' универсальным способом и о ''гибридном'' (упрощенном) варианте этого мотора.
В трехцилиндровом ''Вихре-45'' применен целиком (с добавлением одного цилиндра) двигатель ''Вихря-30'', который прост в эксплуатации и ремонте, неприхотлив к топливу и смазке, хорошо доведен при массовом производстве в течение почти двадцати лет.
В повышении надежности мотора ''Вихрь-45'' большую роль сыграло и применение нового более мощного редуктора с усиленными коническими шестернями, торсионом с квадратами 12?12 (вместо 10х10) и новым коническим подшипником.
Гильзы цилиндров имеют повышенную твердость, что уменьшает износ зеркала. Летом 2000 г. при разборке одного мотора после восьми лет эксплуатации выработки гильз и колец практически обнаружено не было и замена их не потребовалась.
Установлены новая более мощная и производительная водопомпа и подвеска.
''Вихрь-45'' работает на более дешевых и доступных в отдаленных регионах низкооктановых сортах бензина (и даже, при необходимости, на керосине марки ТС-1, а пополам с бензином - на обычном осветительном керосине) и на обычных автолах.
Такова, вкратце, эта модель. Очень жаль, что сейчас, в момент повышения интереса потребителей к моторам больших мощностей, таких ПМ наша промышленность не дает.
В связи с перебазированием в Самаре производства ''В-30'' на новую, удаленную от города производственную площадь, видимо, скоро осуществить параллельное изготовление ''В-45'' вряд ли удастся.
Широкого внедрения мощных импортных моторов в отдаленных от центра регионах ожидать не следует из-за их очень жестких требований к маркам бензина и масел и строгого обслуживания в рамках требований инструкции по эксплуатации. Удаленные акватории к этому пока не готовы.
Сообщения о попытках некоторых республиканских заводов очень быстро освоить выпуск мощного ПМ - вновь разработанной модели или на базе автомобильного двигателя, на мой взгляд, довольно проблематичны, и во всяком случае не так быстры в исполнении.
Да и стоит ли начинать с изобретения нового мотора, если есть практически готовая конструкция, тем более - разработанная в двух вариантах: путем изготовления всего ПМ или более простого (гибридного) варианта - путем переделки только двигателя.
Практически это - трехцилиндровый двигатель, изготовленный (при отсутствии специальной литейной оснастки) из деталей ''Вихря-30'': двух серийных блоков цилиндров, двух блоков головок и глушителей (определенным образом разрезанных и затем вновь сваренных), четырех частей картеров и коленчатого вала, серийных поршней, колец и т.п.
Для наглядности представлены фото пяти основных деталей.
Блок цилиндров - изготавливается из двух блоков цилиндров ''В-30''. После их нагрева (конечно, не открытым огнем) до 150-180°С из каждого блока выпрессовывается по одной гильзе: в одном - верхняя, в другом - нижняя. По оси образовавшихся отверстий блоки разрезаются поперек. Поверхности среза запиливаются с образованием фаски (по правилам сварки), затем производится аргоно-дуговая сварка (АрДЭС). Получается один блок с тремя цилиндрами (одним без гильзы). При сварке желательно половинки блоков обернуть влажным листовым асбестом для уменьшения нагрева и коробления стыковочных плоскостей. Перед сваркой половинки блоков устанавливаются между двумя мощными стальными пластинами толщиной 15-20 мм, которые стягиваются болтами, чтобы избежать коробления блока во время сварки (это стапель). Снимать пластины можно только после полного охлаждения блоков.
Полученное после сварки отверстие под гильзу нужно расточить до размера, обеспечивающего после запрессовки гильзы натяг 0.18-0.06 мм. Для получения этого натяга можно гильзу нахромировать по наружному диаметру.
Перед запрессовкой гильзы блок нужно нагреть до 150-180°С и следить за совпадением каналов в гильзе с каналами в блоке.
При сборке блоков на стапеле для сварки следует иметь в виду, что межцентровое расстояние двух соседних гильз равно 105+0.1 мм (размер окончательный). Стыковочные плоскости блока цилиндров, а затем глушителя и головки нужно проверить по плите, если нужно, ''притереть'' по плите или ''пропылить'' на станке.
В полученном таким образом блоке цилиндров будут сохранены главные факторы двухтактного двигателя: форма и размеры продувочных окон, каналов и газораспределения в целом.
Подобным путем (в стапеле) дорабатываются блок головок и глушитель. Следует иметь в виду, что эти детали в последние годы изготавливаются методом литья под давлением и свариваются плохо. Нужно брать любые старые детали первых лет изготовления (там литье было кокильное, оно хорошо поддается сварке).
Картер собирается из двух серийных средних частей (или, еще лучше, от первой модели мотора ''Вихрь''), верхней и нижней крышек. Однако в средних частях картера необходимо доработать овальные перепускные каналы, уменьшив их до угла 60°, т.е. сделать такими, какими они были на первой модели ''Вихря''.
Способ доработки зависит от производственных возможностей. Можно это сделать путем вставления и приварки секторов либо их механического крепления, путем заделки эпоксидной смолой с армированием ее стальными штифтами в тело картера и т.д. Других работ по картеру не требуется.
Коленчатый вал собирается также с двумя средними частями.
Наибольшую трудность представляет выверка по биению коренных шеек: биение их не должно быть более 0.03 мм. Для обеспечения этого условия, возможно, даже потребуется нахромирование и последующая шлифовка шеек.
Нижнюю ось коленчатого вала (щека с квадратным хвостовиком), с целью усиления квадрата под торсион до сечения 12?12 мм, нужно изготовить заново из верхней щеки, где увеличенный квадрат получается из массы имеющегося конуса.
Опытные образцы ''В-45'' собирались с деталями подводной части, имеющими новую форму; для изготовления их нужна новая литейная оснастка. При необходимости - при упрощенном ''гибридном'' варианте мотора, подводную часть с редуктором и подвеской можно оставить серийные от ''В-30''.
Двигатель устанавливают на серийную подводную часть, начиная с поддона, подогнав в нем отверстия под крепежные болты блока цилиндров. В стыковочном фланце нижней крышки картера координаты всех отверстий сохранены.
Поскольку сам двигатель стал выше, для придания ему большей устойчивости его хвостовую часть неплохо закрепить с двух сторон за поддон при помощи угольников, соединенных со шпильками головки блока. В заводском исполнении это сделано путем разнесения двух крепежных отверстий на приливах блока цилиндров.
Подвеску двигателя можно оставить без изменения, но с обязательным раскреплением низа центрального кронштейна с двух сторон на упорной пластине (2.300.702). Это крепление сохранит от поломки центральный кронштейн при крутых поворотах катера.
Наружный обтекатель делается также путем неравной разрезки по горизонтали двух обтекателей и их последующей склейки или соединения жестяным поясом. При этом необходимая высота увеличится на 130-150 мм.
Система зажигания МБ-3 была изготовлена на специализированном заводе весьма надежной и удобной с выносными элементами. На плате под маховиком оставались только четыре катушки. Все остальное было выполнено в виде трех (по числу цилиндров) модулей, каждый из которых при необходимости мог быть просто заменен с сохранением всего остального. Изготовил магдино МБ-3 Самарский завод ''ЗИМ'' (изготовитель серийных магдино для ''В-30'').
Возможно, для новых магдино изготовителю их потребуется соответствующее изменение в магнитном поле маховика.
Порядок зажигания в цилиндрах двигателя 1-3-2.
Запуск мотора осуществляется, как на серийном ''В-30'', электростартером СТ-369 или с помощью аварийного шнура, наматываемого на маховик, с приложением обычного усиления, без дополнительного физического напряжения; запуск - простой, но стартер с самоубирающимся шнуром не подходит.
Работа трехцилиндрового двигателя менее шумная, чем двухцилиндрового, и, скорее, напоминает работу четырехтактного двигателя.
Топливная система состоит из двух карбюраторов от мотора ''Вихрь-М(25)''. Поскольку всасывающие каналы уменьшены, чтобы не было переполнения, два топливных насоса работают в общую магистраль.
При запуске обязательным условием является прогрев двигателя в течение не менее двух-трех минут для ликвидации всех воздушных пробок и нагрева деталей.
Несколько слов об усилении отдельных деталей.
 |
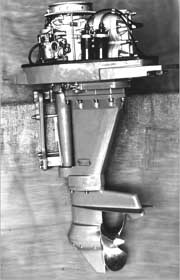 |
| Вариант трехцилиндрового мотора с выхлопом через ступицу. | 40- и 60-сильные модели, разработанные без учета унификации с ''Вихрем-30''(в серию не пошли). |
Упорный подшипник редуктора 8106 заменен на конический 7506.
Усилены шестерни редуктора; торцовый модуль зуба увеличен до 3.5.
Усилен центральный кронштейн подвески.
Однако, если использовать мотор с расчетом на уменьшение ресурса до 100-150 часов, можно всю подводную часть, квадрат хвостовика коленчатого вала и торсион использовать серийные; после выработки этого срока менять эти детали может оказаться экономически выгоднее, чем делать их заново.
По всем возникающим вопросам через редакцию ''КиЯ'' вам всегда будет дан ответ и совет.
Р. Страшкевич, г. Самара